









WWW国产精品内射熟女產品中心
Products center
熱銷產品
Hot Product

聯係亞(yà)奇
Contact Us
全國谘詢熱線:
服務熱線:
郵 箱:73143105@qq.com
71407740@qq.com
手 機:15066538566
18554480132
053-655111
地 址(zhǐ):山東德州魯權屯工業園
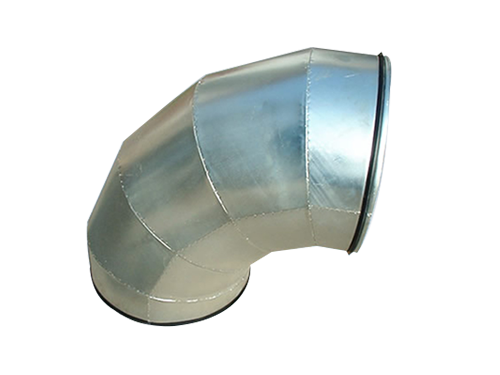
圓(yuán)彎頭
產品分類: 鍍鋅風管
產(chǎn)品型號:
適用場所:
訂購熱線:

產品(pǐn)詳情
1. 圓形彎頭的要求
圓形彎頭通常是由兩個帶有單(dān)斜口的端節和(hé)若幹個帶有雙斜口(kǒu)的(de)中節組成,端節為(wéi)中節(jiē)的一半。
圓彎(wān)頭在通(tōng)風係統中選戚(qī)的阻力的大小,主(zhǔ)要取(qǔ)決(jué)於彎曲半徑和(hé)節數的多少。彎頭的彎曲半徑大,節數多 ,阻力就小,但占據(jù)的空間位置大,製作(zuò)彎頭耗費的工時和材料也多;彎曲(qǔ)半徑小,節數少,阻力就大,而占(zhàn)據(jù)空間位置小,耗費工時(shí)和材料就少(shǎo)。在施工及驗收規(guī)範中對圓形彎頭的彎曲半徑和最少節數作了規定,見GB 50243一2002《通風與空調工(gōng)程施工質量驗收規範》。
除塵係統(tǒng)的風管,由於輸送的空氣中含(hán)灰塵,流速也大,因此彎曲半徑(jìng)一般取 R=2D,節數要比表列的節數多些,以減小阻力。
2. 圓形(xíng)彎頭的製作
圓形彎頭製作一般要經過(guò)展開放(fàng)樣、剪切下料、縱向單平咬口的加工及卷圓咬合、環向單立咬口的加工及咬合等工藝(yì)過程。
圓形(xíng)彎頭各節之間的環向連接有單立咬口和焊接兩種形式。焊接又有扳邊(biān)焊和對接焊(hàn)兩種(zhǒng)形式。當壁厚1.0mm<8<1.5mm時采用扳邊焊,而當 1.5mm<8<3.0mm時(shí)采用對接焊。
(1)圓形彎頭的展開
1)畫側立麵圖 用已知的直徑D、彎曲半(bàn)徑R和節數(shù),畫出彎頭側立麵分節圓,如圖4-5所示,圖中ABCD四邊形構成(chéng)端節。
2)用平行線法展開端節 圖 4-6b為端節展開圖。
在實際操作時,由於彎頭內側折(shé)邊小於90。,單雙邊均不易加工,咬口時又不易打得緊密,如圖 4-6a的節點 C所示,使各節彎頭組合後出現“抬(tái)頭”,達不到 90°。所(suǒ)以在(zài)展開畫線時有意在內側高BC處(chù)減去一個h (通常取h=2mm左(zuǒ)右,),內側高度便為 BC′,然(rán)後進行展開。
3)在端節(jiē)展開圖上分別放(fàng)出 縱向和環向咬口留量和法(fǎ)蘭翻(fān)邊留量縱縫的單平咬口留量一般分別在兩側各放出 1.5B;環(huán)縫單立咬口一端放 1B,另一端放2B;法蘭翻邊量通常(cháng)取 8~l0mm即(jí)可。
圓形彎頭通常是由兩個帶有單(dān)斜口的端節和(hé)若幹個帶有雙斜口(kǒu)的(de)中節組成,端節為(wéi)中節(jiē)的一半。
圓彎(wān)頭在通(tōng)風係統中選戚(qī)的阻力的大小,主(zhǔ)要取(qǔ)決(jué)於彎曲半徑和(hé)節數的多少。彎頭的彎曲半徑大,節數多 ,阻力就小,但占據(jù)的空間位置大,製作(zuò)彎頭耗費的工時和材料也多;彎曲(qǔ)半徑小,節數少,阻力就大,而占(zhàn)據(jù)空間位置小,耗費工時(shí)和材料就少(shǎo)。在施工及驗收規(guī)範中對圓形彎頭的彎曲半徑和最少節數作了規定,見GB 50243一2002《通風與空調工(gōng)程施工質量驗收規範》。
除塵係統(tǒng)的風管,由於輸送的空氣中含(hán)灰塵,流速也大,因此彎曲半徑(jìng)一般取 R=2D,節數要比表列的節數多些,以減小阻力。
2. 圓形(xíng)彎頭的製作
圓形彎頭製作一般要經過(guò)展開放(fàng)樣、剪切下料、縱向單平咬口的加工及卷圓咬合、環向單立咬口的加工及咬合等工藝(yì)過程。
圓形(xíng)彎頭各節之間的環向連接有單立咬口和焊接兩種形式。焊接又有扳邊(biān)焊和對接焊(hàn)兩種(zhǒng)形式。當壁厚1.0mm<8<1.5mm時采用扳邊焊,而當 1.5mm<8<3.0mm時(shí)采用對接焊。
(1)圓形彎頭的展開
1)畫側立麵圖 用已知的直徑D、彎曲半(bàn)徑R和節數(shù),畫出彎頭側立麵分節圓,如圖4-5所示,圖中ABCD四邊形構成(chéng)端節。
2)用平行線法展開端節 圖 4-6b為端節展開圖。
在實際操作時,由於彎頭內側折(shé)邊小於90。,單雙邊均不易加工,咬口時又不易打得緊密,如圖 4-6a的節點 C所示,使各節彎頭組合後出現“抬(tái)頭”,達不到 90°。所(suǒ)以在(zài)展開畫線時有意在內側高BC處(chù)減去一個h (通常取h=2mm左(zuǒ)右,),內側高度便為 BC′,然(rán)後進行展開。
3)在端節(jiē)展開圖上分別放(fàng)出 縱向和環向咬口留量和法(fǎ)蘭翻(fān)邊留量縱縫的單平咬口留量一般分別在兩側各放出 1.5B;環(huán)縫單立咬口一端放 1B,另一端放2B;法蘭翻邊量通常(cháng)取 8~l0mm即(jí)可。
聯係我們
 歡迎來(lái)到德州(zhōu)WWW国产精品内射熟女空調設備有限公司官網,如果您在選購過(guò)程中遇到問題,或對(duì)我們(men)的工作有任(rèn)何的建議,您可通(tōng)過以下方式聯係我們。
歡迎來(lái)到德州(zhōu)WWW国产精品内射熟女空調設備有限公司官網,如果您在選購過(guò)程中遇到問題,或對(duì)我們(men)的工作有任(rèn)何的建議,您可通(tōng)過以下方式聯係我們。
德州WWW国产精品内射熟女空調設備有限公司
全國服務熱線:15666000034
0534-6551111 0534-6382222
手機:18653402822 15666000034
E-mail:714077410@qq.com
地址:山東德(dé)州魯權屯工業園



推(tuī)薦資訊
- 風機盤管清洗不幹淨(jìng)對身體有危害嗎(ma)?
- 【WWW国产精品内射熟女空調】不鏽鋼單(dān)層(céng)百葉風口安裝後的主要功能是什麽?
- 消防排(pái)煙風機(jī)常見的幾種(zhǒng)故障
- 70℃/280℃排(pái)煙防火閥設產品詳細講解
- 暖通空調節能的必要性
- 常常給空調洗個澡
- 德(dé)州WWW国产精品内射熟女空調的安裝時(shí)的溝通很(hěn)重要
- WWW国产精品内射熟女告訴您空調移動時我們應該懂得基(jī)本常(cháng)識
- 家用空調清洗的步驟(zhòu)操作和應該注意的事項
- 空調維修需要(yào)注意的幾個點(diǎn)
- 市場(chǎng)上這麽多變頻空(kōng)調,大家知道它的特點?
- 公司目前擁(yōng)有(yǒu)製冷、空調、電氣、機械等專業的各種人才
客戶反饋
| 姓名 : | * |
| 電話: | * |
| 留言內容: | |

